





التشاور حول المنتج
لن يتم نشر عنوان بريدك الإلكتروني. تم وضع علامة على الحقول المطلوبة *


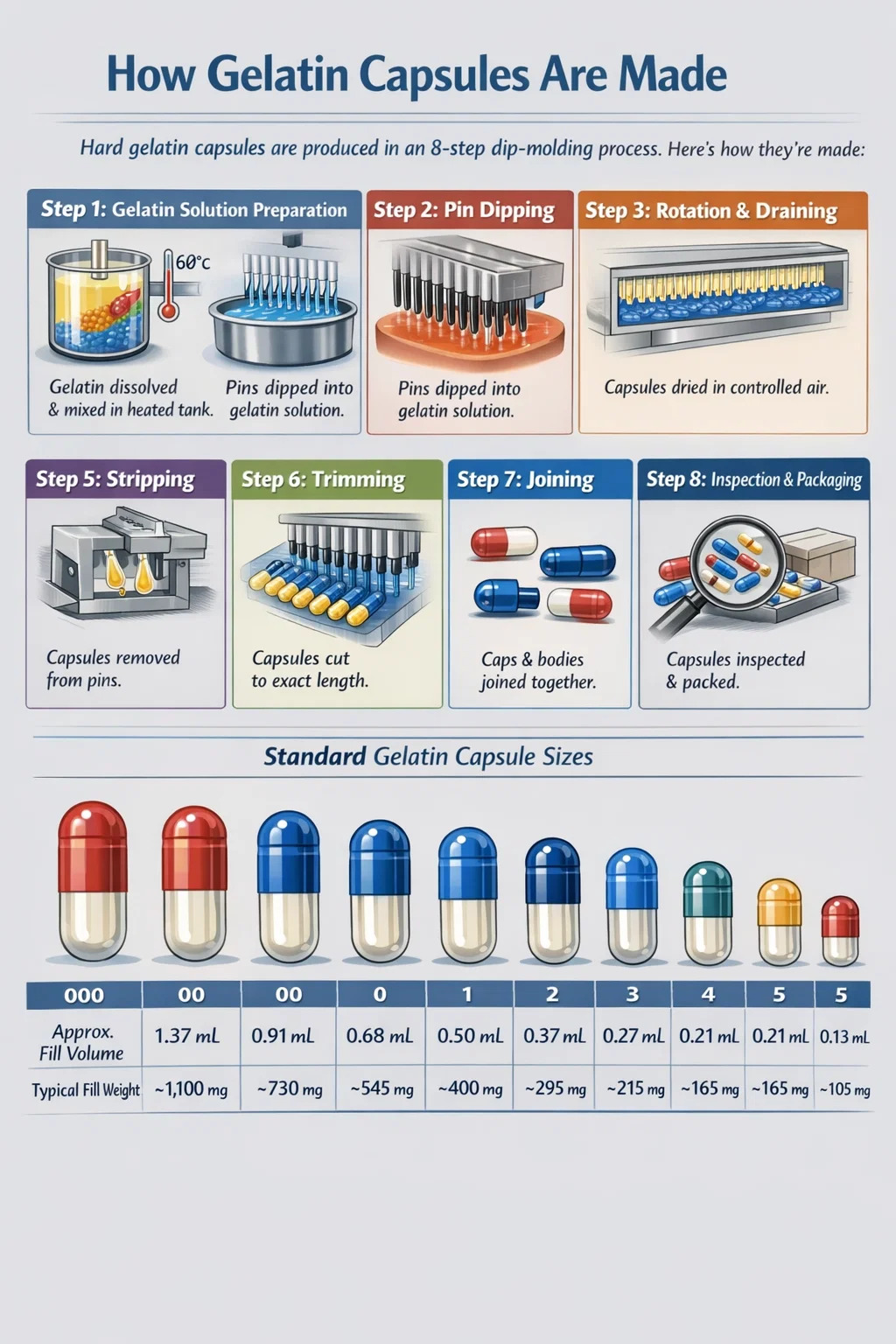
يتم تصنيع الكبسولات - وخاصة كبسولات الجيلاتين - من خلال عملية قولبة بالغمس يتم فيها غمر دبابيس من الفولاذ المقاوم للصدأ مصممة بدقة في محلول جيلاتين يتم التحكم في درجة حرارته، ثم يتم سحبها وتجفيفها وتجريدها وتشذيبها وضمها لتشكيل الغلاف النهائي. تنطبق هذه العملية على كبسولات الجيلاتين الصلبة (HGC) ، والتي تمثل ما يقرب من 70-75٪ من جميع الكبسولات المنتجة عالميًا. تتبع كبسولات الجيلاتين الناعمة (الكبسولات الطرية) طريقة مختلفة لتغليف القالب الدوار حيث يتم تشكيل الغلاف ومواد التعبئة في وقت واحد.
عادةً ما تستغرق دورة التصنيع الكاملة لكبسولات الجيلاتين الصلبة - بدءًا من غمس الدبوس وحتى الغلاف النهائي - حوالي 100 جرام من الكبسولات الجيلاتينية الصلبة 45 إلى 50 دقيقة لكل دورة دفعة على خط آلي حديث، مع آلة إنتاج واحدة قادرة على إنتاج أكثر من مليون قذيفة كبسولة في الساعة. يعد فهم هذه العملية أمرًا ضروريًا لمصنعي الأدوية، والعلامات التجارية للمغذيات، والصيدليات المركبة، وأي شخص يقوم بتوريد مواد الكبسولات أو تقييمها.
كبسولة الجيلاتين عبارة عن غلاف مصنوع بشكل أساسي من الجيلاتين - وهو بروتين مشتق من التحلل المائي الجزئي للكولاجين الذي يتم الحصول عليه من عظام الحيوانات والجلود والأنسجة الضامة، والأكثر شيوعًا من أصول الأبقار أو الخنازير. تذوب القشرة في سوائل المعدة بداخلها من 3 إلى 10 دقائق ، وإطلاق محتوياته بكفاءة في الجهاز الهضمي.
تهيمن كبسولات الجيلاتين على سوق الأدوية والمكملات الغذائية لعدة أسباب قابلة للقياس:
يوجد نوعان أساسيان من كبسولات الجيلاتين في الإنتاج التجاري: كبسولات الجيلاتين الصلبة وكبسولات الجيلاتين الناعمة. تختلف عمليات التصنيع الخاصة بها بشكل أساسي، وتعكس تطبيقاتها هذه الاختلافات.
قبل فحص عملية الإنتاج، من الضروري فهم المواد المدخلة التي تحدد بشكل مباشر جودة الغلاف وأداء الذوبان والامتثال التنظيمي.
يجب أن يفي الجيلاتين الصيدلاني المستخدم في إنتاج الكبسولات بالمواصفات الموضحة في دستور الأدوية الأمريكي (USP)، ودستور الأدوية الأوروبي (Ph. Eur.)، ودستور الأدوية الياباني (JP). تشمل معايير الجودة الرئيسية ما يلي:
ستكون قشور الجيلاتين النقية هشة جدًا بحيث لا يمكن التعامل معها بشكل عملي. تتم إضافة الملدنات لإدخال المرونة. بالنسبة للكبسولات الصلبة، يتم الاحتفاظ بمحتوى الملدنات في حده الأدنى (أقل من 1-2%). بالنسبة لكبسولات الجيلاتين الناعمة، يكون تركيز الملدنات أعلى بكثير — عادةً 20-30% من تركيبة القشرة . الملدنات الأكثر شيوعًا هي الجلسرين، مع استخدام السوربيتول في التطبيقات الحساسة للرطوبة.
يستخدم ثاني أكسيد التيتانيوم كمواد معتمة لمنع تدهور الضوء في مواد التعبئة الحساسة للضوء. يتم دمج الملونات المعتمدة (أصباغ FD&C، وأكاسيد الحديد، والأصباغ الطبيعية مثل أناتو أو القرمزي) في محلول الجيلاتين قبل غمسه. قد تحتوي غلاف كبسولة واحدة على 0.01% إلى 2% وزن/وزن ثاني أكسيد التيتانيوم اعتمادا على مستوى التعتيم المطلوب.
الماء النقي (الذي يلبي معايير USP أو Ph. Eur) هو المذيب الأساسي لإذابة الجيلاتين. يحتوي محلول الجيلاتين المستخدم في الغمس عادةً على 30-40% وزن/وزن مواد صلبة جيلاتينية مذابة في الماء ، يتم الحفاظ عليه عند درجة حرارة 50-60 درجة مئوية للحفاظ على المحلول عند اللزوجة المناسبة للغمس.
تضيف بعض الشركات المصنعة مواد حافظة مضادة للميكروبات منخفضة التركيز مثل ثاني أكسيد الكبريت (SO₂) إلى كتلة الجيلاتين لمنع التلوث الميكروبي أثناء المعالجة. المستوى المسموح به في الجيلاتين النهائي لا يزيد عادة عن 50 ملغم/كغم لكل دكتوراه يورو. تحديد.
يتبع تصنيع أغلفة كبسولات الجيلاتين الصلبة سلسلة من الخطوات التي يتم التحكم فيها بإحكام. تحدث كل مرحلة ضمن قسم مخصص لآلة صنع الكبسولة الآلية (مثل تلك التي تنتجها شركة Capsugel أو ACG أو Qualicaps). وفيما يلي تفصيل لكل مرحلة:
يتم وزن حبيبات الجيلاتين الصيدلانية وتذويبها في الماء النقي باستخدام وعاء خلط مغلف مع تسخين متحكم فيه. يتم إحضار الحل إلى 60-70 درجة مئوية مع التحريك المستمر لمدة 2 – 4 ساعات حتى تتجانس تماماً. تتم إضافة الملونات والمواد المعتمة وأي سواغات خلال هذه المرحلة. يتم تفريغ المحلول النهائي من الغاز تحت فراغ لإزالة فقاعات الهواء التي قد تؤدي إلى إنشاء ثقوب في الغلاف النهائي. يتم بعد ذلك نقل المحلول إلى خزان الاحتفاظ حيث يتم الحفاظ على درجة الحرارة عندها 50-55 درجة مئوية لمنع التبلور المبكر مع الحفاظ على اللزوجة الصحيحة للغمس.
جوهر تصنيع الكبسولة الصلبة هو عملية صب الغمس. يتم ترتيب المسامير المصنوعة من الفولاذ المقاوم للصدأ أو النحاس - التي يتم تصنيعها بدقة وفقًا للأبعاد الدقيقة لكل حجم كبسولة (الحجم من 000 إلى الحجم 5، مع الأحجام المقابلة من 1.37 مل إلى 0.13 مل) - في قضبان تحتوي كل منها على مئات الدبابيس. يتم أولاً تنظيف قضبان الدبوس هذه وفحصها وتشحيمها مسبقًا باستخدام عامل تحرير (عادةً مادة تشحيم قالب تعتمد على السيتريميد أو عوامل مماثلة) لتسهيل إزالة الكبسولة.
يتم بعد ذلك غمس قضبان الدبوس في محلول الجيلاتين الذي يتم التحكم في درجة حرارته. يتم الحفاظ على خزان الغمس في 45-50 درجة مئوية للتأكد من أن الجيلاتين يغطي الدبابيس بشكل موحد. يتم غمس دبابيس الجسم ودبابيس الغطاء بشكل منفصل، نظرًا لأن لها أبعادًا مختلفة قليلاً - فالغطاء له قطر أكبر قليلاً للسماح للجسم بالانزلاق إلى الداخل والقفل أثناء الربط. يتم التحكم بدقة في عمق الغمس وسرعة السحب لتحقيق سمك جدار الصدفة الموحد 0.09 إلى 0.12 ملم .
مباشرة بعد الغمس، يتم قلب قضبان الدبوس وتدويرها ببطء. يضمن هذا الدوران التوزيع المتساوي لطبقة الجيلاتين على سطح الدبوس بأكمله، مما يمنع التجمع عند الطرف. خلال هذه المرحلة، يتم تصريف الجيلاتين الزائد مرة أخرى إلى خزان الغمس، مما يقلل من هدر المواد.
تمر المسامير المطلية عبر سلسلة من أفران التجفيف حيث يتم توجيه الهواء المكيف بدرجة حرارة ورطوبة يتم التحكم فيهما بدقة فوق طبقة الجيلاتين. ظروف التجفيف عادة 20-25 درجة مئوية مع الحفاظ على الرطوبة النسبية بين 30-45% . التجفيف السريع جدًا يسبب التشقق؛ التجفيف غير الكافي يترك الأصداف ناعمة ولزجة. قد يكون نفق التجفيف على آلة آلية حديثة 30 إلى 50 مترا في الطول الفعال ، مع مناطق متعددة لدرجة الحرارة والرطوبة، لتحقيق تجفيف تدريجي وموحد. تستغرق هذه المرحلة عادةً 30-40 دقيقة من إجمالي وقت الإقامة في النفق.
بمجرد تجفيفه إلى محتوى الرطوبة الصحيح (عادة 13-16% وزن/وزن في هذه المرحلة)، يتم تجريد قشور الجيلاتين شبه الصلبة ميكانيكيًا من المسامير باستخدام فكوك تجريد مطاطية تمسك القشرة وتسحبها دون تشويه. هذه خطوة حاسمة - أي عدم انتظام في سطح الدبوس أو عدم كفاية التشحيم سوف يسبب تمزقًا أو تشويهًا في هذه المرحلة.
الأصداف المجردة لها نهاية مفتوحة غير مستوية (النهاية التي كانت عند طرف الدبوس). تعمل السكاكين الدوارة الدقيقة على تقليم كل غلاف بالطول المحدد بالضبط. يتم تحديد غطاء كبسولة الجيلاتين الصلبة وأطوال الجسم بشكل قياسي - على سبيل المثال، حجم الكبسولة 0 يبلغ طول جسمها 0 18.0 ملم وطول الغطاء 11.7 ملم (الأبعاد القياسية التقريبية؛ المواصفات الدقيقة تختلف حسب الشركة المصنعة). دقة التشذيب عادة ما تكون ضمن ±0.3 مم.
يتم تغذية الأجسام والأغطية المشذبة في قسم الربط حيث يتم قفلها مسبقًا: ينزلق الجسم داخل الغطاء إلى وضع القفل المسبق، مما يحافظ عليها معًا كأصداف فارغة أثناء عمليات المناولة والتعبئة. يمكن فصل الكبسولات المقفلة مسبقًا بسهولة عن طريق آلات التعبئة للتعبئة، ثم يتم إغلاقها بالكامل بعد اكتمال التعبئة. تستخدم آلية الربط أدلة وأتباع كام لدفع الجسم داخل الغطاء على عمق يمكن التحكم فيه.
تمر أغلفة كبسولات الجيلاتين الفارغة الجاهزة عبر أنظمة فحص آلية مزودة بكاميرات وأجهزة استشعار تكتشف العيوب المرئية - الثقوب، والجدران المزدوجة، والانقسامات، والخدوش، وعدم تناسق الألوان. عادة ما تكون معدلات الرفض على الخطوط الحديثة التي يتم صيانتها جيدًا أقل من ذلك 0.5% . يتم تعبئة الأصداف المقبولة بكميات كبيرة في أكياس من البوليستر داخل علب من الورق المقوى وتخزينها في ظروف خاضعة للرقابة 15-25 درجة مئوية و35-65% رطوبة نسبية للحفاظ على سلامة القشرة خلال مدة الصلاحية (عادةً 3-5 سنوات).
يتم تصنيع كبسولات الجيلاتين الصلبة بأحجام موحدة، يتوافق كل منها مع سعة تعبئة محددة. اختيار الحجم الصحيح هو قرار صياغة حاسم.
| حجم الكبسولة | حجم التعبئة التقريبي (مل) | وزن التعبئة النموذجي (مجم) بكثافة 0.8 جم/مل | التطبيقات المشتركة |
|---|---|---|---|
| 000 | 1.37 | ~1,100 | جرعة عالية من الأدوية البيطرية والمغذيات |
| 00 | 0.91 | ~730 | زيت السمك، المستخلصات العشبية |
| 0 | 0.68 | ~545 | حجم المكملات الغذائية الأكثر شيوعًا التي لا تحتاج إلى وصفة طبية |
| 1 | 0.50 | ~400 | منتجات Rx الصيدلانية |
| 2 | 0.37 | ~295 | تركيبات الجرعة المتوسطة |
| 3 | 0.27 | ~215 | واجهات برمجة التطبيقات القوية، وتركيبات الأطفال |
| 4 | 0.21 | ~165 | أدوية ذات فاعلية عالية جدًا |
| 5 | 0.13 | ~105 | حديثي الولادة والجرعات الصغيرة |
يتم إنتاج كبسولات جيلاتينية رخوة (كبسولات هلامية) باستخدام عملية تغليف القالب الدوار ، اخترعها روبرت باولي شيرير في عام 1933. على عكس تصنيع الكبسولات الصلبة، تشكل عملية الكبسولات الطرية الغلاف وتغلف مادة التعبئة في وقت واحد في عملية مستمرة.
يتم فرد كتلة الجيلاتين الدافئة (التي تحتوي على الجيلاتين، الملدنات — عادة الجلسرين و/أو السوربيتول بنسبة 20-30% من وزن الجيلاتين الجاف — والماء) على براميل الصب المبردة لتشكيل شرائط جيلاتينية متواصلة ذات سماكة يمكن التحكم فيها، عادةً سمكها 0.5 إلى 1.2 ملم . يتم تشكيل شريطين في وقت واحد - واحد لكل نصف الكبسولة.
يتم تغذية شريطي الجيلاتين من الجانبين المتقابلين إلى آلية القالب الدوارة التي تتكون من لفتي قالب تدوران بشكل معاكس. عندما تتقارب الأشرطة عند القوالب، يتم حقن مادة التعبئة (السائل أو المعلق أو المعجون) من مضخة التعبئة من خلال آلية حقن على شكل إسفين موضوعة بين الأشرطة. تقوم القوالب بختم الجيلاتين وإغلاقه حول مادة الحشو باستخدام الحرارة والضغط - عادةً 37-40 درجة مئوية على سطح القالب - أثناء قطع الكبسولة من الشريط في نفس الوقت. وينتج عن ذلك كبسولة محكمة الغلق في عملية واحدة.
تحتوي على كبسولات هلامية طازجة 30-40% رطوبة ويجب أن تجفف. يتم نقلها إلى المجففات – براميل دوارة كبيرة مع تدفق هواء مكيف – حيث يتم التدوير بشكل مستمر 2-4 ساعات لمنع الالتصاق وتعزيز التجفيف الموحد. قد يستمر تجفيف الدرج اللاحق لمدة 24-48 ساعة في البيئات الخاضعة للرقابة حتى تصل القشرة إلى محتوى رطوبة متوازن تقريبًا 6-10% وزن/وزن .
يجب أن تكون تعبئة كبسولة الجيلاتين الناعمة سائلة أو شبه صلبة عند درجات حرارة المعالجة. تشمل المواد غير المتوافقة مع حشوة الكبسولات الطرية ما يلي:
اكتسبت كبسولات هيدروكسي بروبيل ميثيل السليلوز (HPMC) - والتي تسمى أيضًا الكبسولات النباتية - حصة سوقية كبيرة كبدائل لكبسولات الجيلاتين، خاصة بالنسبة للمنتجات التي تستهدف المستهلكين النباتيين والنباتيين والحلال والكوشر. تستخدم عملية تصنيع كبسولات HPMC نفس مبدأ القولبة بالغمس، ولكن مع وجود اختلافات مهمة.
| المعلمة | كبسولة الجيلاتين | كبسولة HPMC |
|---|---|---|
| مادة القشرة | الجيلاتين المشتق من الحيوانات | بوليمر السليلوز المشتق من النبات |
| وقت الذوبان (المعدة) | 3-10 دقائق | 15-30 دقيقة |
| حساسية الرطوبة | عالية (هشة أقل من 12% رطوبة نسبية، ناعمة فوق 65% رطوبة نسبية) | أقل — أكثر استقرارًا عبر نطاق الرطوبة النسبية |
| التكلفة لكل وحدة | 0.01 دولار – 0.05 دولار | 0.03 دولار - 0.10 دولار (حوالي 2-3× أعلى) |
| التوافق مع سرعة الملء | ممتاز - يعمل على جميع الحشوات القياسية | جيد — قد يتطلب تعديلات في السرعة |
| خطر الارتباط المتبادل | نعم - يمكن للألدهيدات والسكريات المختزلة أن تتشابك مع القشرة | لا - غير عرضة للربط المتبادل |
| الملاءمة الغذائية | غير مناسب للنباتيين/النباتيين | مناسبة لجميع التفضيلات الغذائية |
أحد أهم التحديات العملية في تصنيع وصياغة كبسولات الجيلاتين هو الارتباط المتقاطع للقذيفة — تفاعل كيميائي حيث تتفاعل المركبات المحتوية على الألدهيد (من السواغات أو مواد التعبئة أو التغليف) مع المجموعات الأمينية في سلاسل بروتين الجيلاتين، وتشكل روابط تساهمية تجعل القشرة صلبة ومقاومة للانحلال.
قد تجتاز أغلفة الجيلاتين المتقاطعة اختبار الذوبان الأولي ولكنها تفشل بعد ذلك تخزين 3-6 أشهر ، مما يخلق خطرًا كبيرًا على التوافر البيولوجي والذي غالبًا لا يتم اكتشافه حتى يتم إجراء دراسات الاستقرار. تم تطوير اختبار الذوبان ذو المستويين USP خصيصًا لمعالجة هذا الأمر: يتم اختبار الكبسولات التي تفشل في معايير الذوبان القياسية مرة أخرى في وجود الإنزيمات (الببسين أو البنكرياتين) لتحديد ما إذا كان الارتباط المتبادل هو السبب.
تشمل المحفزات المعروفة للربط المتقاطع في أنظمة كبسولات الجيلاتين ما يلي:
وتشمل استراتيجيات التخفيف استبدال اللاكتوز بالسكريات غير المختزلة (على سبيل المثال، مانيتول أو السليلوز الجريزوفولفين)، واستخدام المجففات والغازات الخاملة في العبوات، واختيار كبسولات HPMC للتركيبات الحساسة للألدهيد، وإجراء اختبار الثبات المتسارع في 40 درجة مئوية/75% رطوبة نسبية لمدة 6 أشهر كبروتوكول قياسي.
يجب أن تعمل الشركات المصنعة للكبسولات التي تزود صناعة الأدوية في ظل cGMP (ممارسات التصنيع الجيدة الحالية) اللوائح على النحو المحدد في FDA 21 CFR Parts 210/211 (الولايات المتحدة)، أو EudraLex Volume 4 (الاتحاد الأوروبي)، أو الإرشادات الوطنية المكافئة. يغطي نظام مراقبة الجودة لإنتاج كبسولات الجيلاتين عدة أبعاد:
بالإضافة إلى كبسولات الجيلاتين الصلبة واللينة القياسية، طورت صناعة الكبسولات أنواعًا متخصصة لتلبية متطلبات توصيل الأدوية المحددة. يتم إدخال هذه التعديلات إما أثناء تصنيع القشرة أو كعلاجات ما بعد الإنتاج.
تذوب كبسولات الجيلاتين القياسية بسرعة في حمض المعدة (الرقم الهيدروجيني 1-2). بالنسبة للأدوية التي تكون قابلة للتحلل الحمضي أو التي يجب توصيلها إلى الأمعاء، يتم تغليف كبسولات الجيلاتين بعد ملئها بالبوليمرات المعوية مثل هيدروكسي بروبيل ميثيل السليلوز فثالات (HPMCP)، أو خلات السليلوز الفثالات (CAP)، أو يودراجيت L100 . تظل هذه الطلاءات سليمة عند درجة حموضة المعدة أقل من 5.0 ولكنها تذوب عند درجة حموضة معوية أعلى من 5.5-6.0، مما يتيح إطلاق الأمعاء المستهدف.
يمكن تعبئة كبسولات الجيلاتين الصلبة بتركيبات سائلة أو شبه صلبة - وهي تقنية تربط بين بساطة تصنيع الكبسولات الصلبة ومزايا التوافر البيولوجي المرتبطة تقليديًا بالكبسولات الطرية. يجب أن تكون التعبئة السائلة للكبسولات الصلبة غير مائي أو يحتوي على أقل من 10% ماء لمنع تليين القشرة. بعد التعبئة، يتم إغلاق الكبسولات باستخدام النطاقات (شريط جيلاتيني يتم تطبيقه حول تقاطع جسم الغطاء)، أو الختم الحراري، أو اللحام بالدوران. أظهر هذا التنسيق فائدة خاصة لتحسين التوافر البيولوجي لأدوية BCS من الدرجة الثانية والرابعة ضعيفة الذوبان من خلال أنظمة توصيل الأدوية المعتمدة على الدهون (LBDDS).
بالإضافة إلى HPMC، تتوفر مواد غلاف بديلة لتطبيقات محددة. توفر كبسولات بولولان (المصنوعة من التابيوكا المخمرة) خصائص ممتازة لحاجز الأكسجين — بمعدلات نقل الأكسجين تقريبًا 10 مرات أقل من الجيلاتين - مما يجعلها مناسبة لمواد التعبئة شديدة الحساسية للأكسدة. تعد الكبسولات التي تحتوي على النشا بديلاً آخر خاليًا من الحيوانات ولكنها أقل استخدامًا بسبب ارتفاع الهشاشة وتحديات المعالجة.
لا يتم عادةً استخدام غلاف كبسولة الجيلاتين نفسه لتحقيق إطلاق معدل - وعادةً ما تكون هذه الوظيفة مدمجة في الحشوة (الكريات المغلفة، والأقراص الصغيرة، والحبيبات التي يتم التحكم في إطلاقها). ومع ذلك، فإن كبسولة الجيلاتين هي حاوية مثالية لإيواء مجموعات متعددة من الكريات ذات أنماط إطلاق مختلفة. على سبيل المثال، يمكن أن تحتوي كبسولة الجيلاتين الصلبة ذات الحجم 0 على مزيج من إطلاق فوري وكريات ممتدة المفعول لمدة 8 ساعات في كبسولة واحدة، مما يؤدي إلى إنشاء ملف تعريف إطلاق ثنائي الطور من خلال خطوة تصنيع بسيطة.
إن غلاف كبسولة الجيلاتين الفارغة ليس سوى جزء من القصة. إن عملية التعبئة - التي يتم إجراؤها في شركات تصنيع الأدوية، أو منظمات تطوير العقود والتصنيع (CDMOs)، أو الصيدليات المركبة - لها نفس القدر من الأهمية بالنسبة لجودة المنتج النهائي.
تعمل حشوات الكبسولات الصناعية (من الشركات المصنعة مثل IMA، وBosch/Syntegon، وMG America) على أساس الحركة المستمرة أو المتقطعة. يفتحون أغلفة الكبسولات المغلقة مسبقًا، ويملأون الجسم بجرعة من المسحوق أو الكريات أو السائل، ثم يغلقون ويخرجون الكبسولة المملوءة. تتراوح معدلات الإخراج للحشوات الدوارة عالية السرعة من 150.000 إلى 500.000 كبسولة في الساعة . يتم التحكم في تباين الوزن من خلال أجهزة تدقيق الوزن الآلية التي ترفض الكبسولات التي تتجاوز المواصفات المسموح بها عادةً ±5% من وزن التعبئة المستهدف لملء مسحوق.
بالنسبة لتصنيع المركبات الصغيرة أو التجارب السريرية، تسمح ألواح تعبئة الكبسولات (Torpac، آلة الكبسولة) بالتعبئة اليدوية 50 إلى 300 كبسولة لكل دفعة . تعمل حشوات المقعد شبه الأوتوماتيكية على سد الفجوة والتعامل معها من 5000 إلى 50000 كبسولة في الساعة وهي شائعة في العمليات الصيدلانية صغيرة الحجم وإعدادات التركيب المتخصصة.
يجب أن يتم ملء كبسولة الجيلاتين الصلبة في بيئات خاضعة للرقابة. المعلمة الأكثر أهمية هي الرطوبة النسبية: تصبح قشور الجيلاتين هشة للغاية بحيث لا يمكن التعامل معها بالأسفل 30% رطوبة نسبية وناعمة جدًا ومبتذلة أعلاه 60% رطوبة نسبية . شروط غرفة التعبئة القياسية هي 20-25 درجة مئوية و40-55% رطوبة نسبية . في المناخات الرطبة، تتطلب غرف التعبئة إزالة الرطوبة بشكل نشط باستخدام أنظمة التدفئة والتهوية وتكييف الهواء (HVAC) المعتمدة.
بالنسبة لشركات الأدوية والعلامات التجارية للمغذيات وشركات تطوير المنتجات، يتطلب اختيار مورد كبسولات الجيلاتين المناسب تقييمًا عبر عدة أبعاد تتجاوز السعر الأساسي لكل ألف كبسولة.
لن يتم نشر عنوان بريدك الإلكتروني. تم وضع علامة على الحقول المطلوبة *
إذا كنت ترغب في معرفة المزيد عن منتجاتنا، فلا تتردد في الاتصال بنا وسنبذل قصارى جهدنا لمساعدتك.

